
内容介绍
摘 要:针对热态下燃烧器的位置难以精准控制调整的问题,通过拉绳位移传感器反馈现场精准位置,结合中控PID闭环控制,对燃烧器精准定位和控制调整,取得了很好的效果。
关键词:燃烧器;中控精准控制;拉绳位移传感器
我公司有一条4200t/d熟料生产线,窑头燃烧器型号为R2315。燃烧器位置的精准调整和控制是回转窑内正常煅烧和窑衬材料有效使用的重要保障通常燃烧器的定位只能在停窑冷态下,人工站在窑口测量定位,一旦位置定好后,在生产过程中,就只能靠经验调整燃烧器的位置,没有精确的数据指导调整,给回转窑的操作带来不便。另外,由于燃烧器不能在中控进行控制,只能在现场调整,巡检工每班都需要手动把燃烧器从回转窑内转出来,待清理完毕后再手动送到中控要求的位置,不但巡检工的劳动强度大,燃烧器定位也不准确,影响回转窑的煅烧质量。为了解决这一长期困扰生产的难题。我公司通过技术改造,实现了通过拉绳位移传感器现场精确的位置反馈结合中控PID闭环控制达到对燃烧器精准定位和控制调整的目的。安装至今一年来,该装置运行正常,既保证了回转窑的稳定运行,提高了回转窑的煅烧质量和窑衬的使用寿命,又降低了巡检工的劳动强度。
02 调整装置原理及应用
拉绳式位移传感器的功能是把机械运动转换成可以计量、记录和传送的电信号。其工作原理如下:传感器出线口的钢丝绳一头固定在窑头罩上,小车运动时带动传感器内置滑轮电位器转动,把电位器转动的机械运动距离转换成电信号得到需要的数据。常用参数有测量行程、输出信号模式、线性度重复性、分辨率、线径规格、出线口拉力、最大往返速度、重量、输入电阻值、功率、工作电压、工作温度振动、防护等级等。经过连续多次试验,反复修改完善,于2018年9月组装了一套燃烧器精准定位和中控/现场控制系统。
燃烧器精准定位和自动控制调整装置电气原理见图1。燃烧器位置调整电气控制是通过SA转换开关实现电动机自动与手动切换的。自动控制主要用于中控实时调整,手动控制主要是检修时使用。手动控制电气原理:QF1主回路送电→QF2控制回路送电→SA转换至现场位置一按下SB2(SB3)启动按钮→KM1(KM2)线圈得电→KM1(KM2)辅助触点闭合自锁→KM1(KM2)主触点闭合一驱动电动机前进或退后。停车时按下SB1按钮→KM1(KM2)接触器线圈失电一电动机停止转动。
自动控制电气原理:QF1主回路送电→QF2控制回路送电→SA转换至中控位置一中控给定4~20mA模拟量信号与现场拉绳位移传感器反馈至中控的4~20mA模拟量信号进行比对→中控DCS输出开关量驱动K1(K2)继电器线圈→K1(K2)辅助触点吸合→KM1(KM2)接触器线圈得电→KM1(KM2)主触点吸合一驱动电动机前进或后退→现场拉绳位移传感器至中控4~20mA模拟量反馈信号达到中控给定值时电动机自动停。
此外,为了保证燃烧器移动时的安全性,在燃烧器行程两端加装机械和电气保护限位(QS1、QS2)。
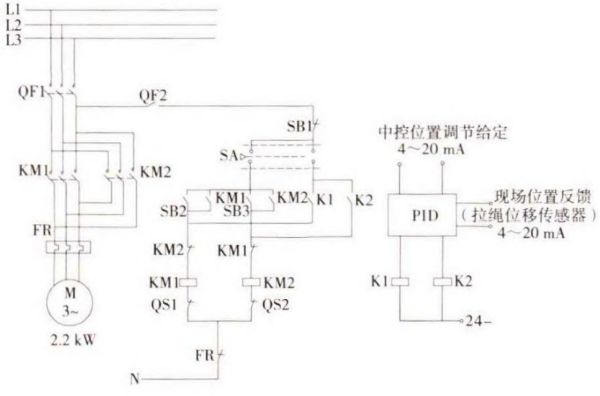
图1 燃烧器控制调整电气原理
技改前,燃烧器的调整是通过观察高温摄像头,根据经验人工手动调整,需要反复调整且无法保证调整精度。技改后,我公司窑头燃烧器实现了精准定位和自动控制调整,提高了窑的煅烧质量以及窑衬的使用寿命,取得了很好的经济效益。大大降低了巡检工的劳动强度,提高了工作效率,在集团公司减员增效实行大巡检的趋势下,此类改造更具现实意义和推广价值。
有关本文:
作者:胡学良,杨国华
单位:南阳中联卧龙水泥有限公司
来源:水泥2020年第3期
本文内容为作者个人观点,不代表本公司。如有任何疑问,请联系我们删除。
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

