
内容介绍
0 引言
通过调研发现,部分熟料企业窑尾回灰直接入生料库;部分企业在建设了窑尾回灰仓的情况下也没有使用,或者仅在生料磨停机时窑尾回灰入回灰仓,生料磨开机后回灰再入生料库。在生料磨避峰停机后,有的企业入窑生料石灰饱和系数KH越来越高(也有的入窑生料KH出现了不同程度降低)严重影响了熟料的煅烧,熟料质量出现较大波动这种现象在生料均化库位较低时表现的更加明显为提高入窑生料成分的稳定性,稳定生料磨停磨期间回转窑的热工制度,一些公司在生料磨停磨前调整生料配料指标,这些措施在生料停机时间较短时效果较好,但随着生料磨停机时间的延长入窑生料成分波动问题并不能彻底解决。通过在窑尾设置独立回灰仓,将窑尾回灰连续、稳定的掺入到入窑生料中,可解决生料磨开停机导致的入生料成分波动问题,稳定回转窑热工制度。
01 原因分析
(1)原材料相对易磨性不同。原材料主要有石灰石、砂岩(黏土)铁矿石等,出磨生料细度标准一般按200μm筛筛余<2.0%、80μm筛筛余<20.0%控制。每个熟料企业根据当地自然条件使用的原材料不同,每种原材料的易磨性也相差较大,这导致筛余物料成分也不相同。
(2)粉磨工艺不同。目前主流的生料粉磨工艺有立磨粉磨系统和辊压机终粉磨系统,生料辊压机终粉磨系统由于自身工艺原因,存在粉磨成品“两头多,中间少”的双峰状分布。通过对某集团熟料企业调研,生料成品10mm以下的占比平均达到31.86%,3μm 以下的占比达到11.63%。
生料的粒度分布对旋风收尘器的收尘效率影响显著。通常情况下只对10μm以上的颗粒保持很高的分离效率,对直径小于6μm的细颗粒的分级效率相对较低。加强控制成品生料细度和颗粒分布,既要减少>200mm的粗颗粒含量,尤其是石英质粗颗粒的含量;还要控制<10μm细颗粒含量,这部分细颗粒物料导致回灰含量增加,废气带走热量增加,系统煤电耗升高。
表1是ZB公司、LL公司和HJ公司入窑生料、出磨生料、窑尾回灰成分分析,数据表明,以上三家公司窑尾回灰KH较出磨生料高出很多。回灰入窑会对入窑生料的成分产生不利的影响--提高入窑生料KH,熟料的煅烧变得困难,ω(f-CaO)偏高,煤耗增加等,这种现象在生料磨避峰停机时表现得尤为明显,特别是停生料磨3~4h后更为突出。
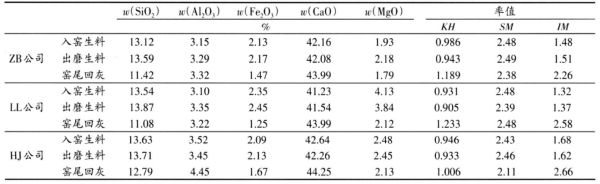
表1 入窑生料、出磨生料和窑尾回灰成分分析
02 解决措施
窑尾设置独立回灰仓,用于单独存放窑尾的回灰(窑尾布袋收尘、SP锅炉、SCR脱硝设备),在可称重(称重传感器/料位计,料仓不宜设置过小)回灰仓出料口依次安装手动插板阀、电动插板阀、精密转子秤(因螺旋铰刀称密封锁料效果不好,不建议使用)、空气输送斜槽连接到入窑提升机前端斜槽,用于回灰 24h稳定、连续、可控量掺入到入窑生料中,图1是YS公司窑尾回灰改造后工艺流程图。
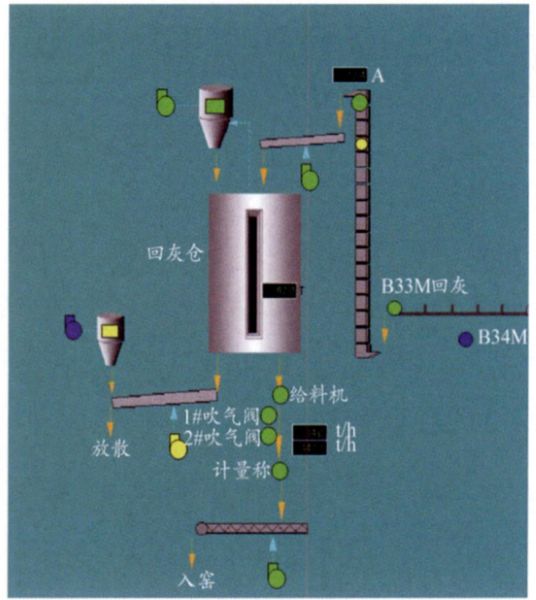
图1 YS公司窑尾回灰改造后工艺流程图
由于此时的回灰量(约35t/h,各公司根据实际情况摸索设定量)远远小于生料喂料量,并且均匀分布于入窑生料中,回灰的成分对入窑生料的影响大大降低,这就达到了“稀释”的效果,最大限度减小回灰对生料成分的影响,也就最大限度降低了由于生料成分的波动对窑系统热工制度的影响表2,表3是YS公司4月2日14:06~22:12生料磨停机前后入窑生料、出窑熟料成分分析,数据显示,YS公司投入窑灰仓后,生料磨开停机对熟料成分影响很小,效果十分明显。
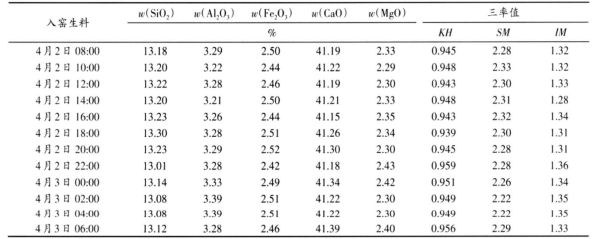
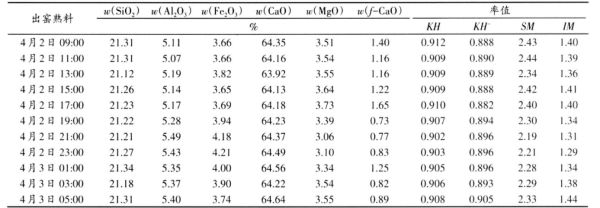
表3 YS公司出窑熟料分析
03 结语
通过设置独立回灰仓,窑尾回灰与生料库内生料不再混合,可解决生料磨开停机导致的入窑生料成分波动问题,稳定回转窑热工制度。入窑生料不会因为每天生料磨停机时间的长短而发生较大变化(回灰仓空仓等特殊情况除外)入窑生料率值波动减小,出窑熟料质量稳定性提高,回转窑热工制度得到改善;同时,生料磨可以充分发挥潜能,避峰停磨降低熟料外购电价及综合电耗。
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

