
内容介绍
摘 要:为进一步加大节能减排力度,实现水泥企业的降碳目标,通过对预热预分解系统关键部位进行升级改造,开发高效低阻旋风筒、自脱硝低氮分解炉及低循环稳流烟室等设备,形成六级预热预分解系统技术装置,并应用于广西FS海螺5000t/d熟料生产线节能降碳改造项目,实施后,吨熟料标准煤耗下降7.4kg/t.cl,熟料综合电耗降低2.2kWh/t.c1,分解炉自脱硝效率达60%以上,节能降碳效果较为明显。
关键词:水泥熟料线;六级预热预分解系统;节能降碳
0 引言
水泥工业是煤炭资源消耗和二氧化碳排放大户,2023年我国水泥行业二氧化碳排放量约12亿吨,约占氧化碳排放总量的12%,是实现“3060”双碳目标重点聚焦控排的行业。海螺集团作为水泥行业领头企业,紧紧围绕“碳达峰、碳中和”目标,全力推进碳减排工作。我公司深入水泥熟料线烧成系统进行技术研究,开发出整套六级预热预分解技术与装备,并针对传统5000t/d熟料线存在能耗指标偏高、运行稳定性差及设备性能低等问题,大力推进生产线综合节能改造,开展先进技术应用,已取得较好的节能降碳效果。
01 六级预热预分解系统开发过程解决的问题与研究目标
1.1 开发过程解决的问题
在现代新型干法水泥生产技术,预分解技术显然是核心技术,其承担燃料燃烧、气固相间换热、碳酸盐分解以及熟料中间矿物的生成和转化过程。预热器旋风筒承载物料分离、气固换热和物料输送的作用,旋风筒换热受诸多因素影响,包括结构参数、运行参数等,通过优化设计旋风筒结构、换热管道结构和撒料装置等,提高系统换热效率,是技术开发解决的第一个问题。
分解炉作为预分解系统化学反应器,除了存在气固两相流动,还伴随“三传一反”过程,如何探明风、煤、料布置对分解炉内煤粉燃烧和碳酸盐分解影响,开展分解炉内流场分析,优化分解炉结构设计,提升分解炉自脱硝、煅烧能力和稳定性,是项目解决的第二个问题。
烟室承载物料入窑以及窑气入炉的作用,通过合理设计烟室结构保证预分解后的物料平稳入窑,窑内气流顺畅入炉,降低烟室内扬尘是项目解决的第三个问题。
1.2 开发研究目标
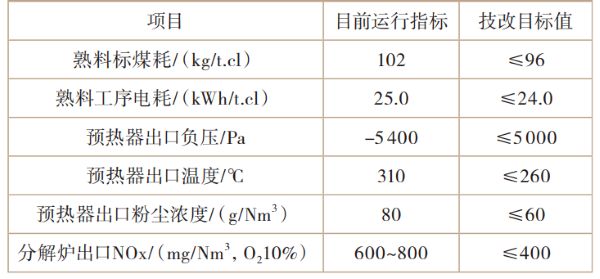
通过对传统熟料线热工诊断,梳理生产线能耗指标,根据熟料生产线生产配置情况和技术开发措施,科学制定开发目标,具体参数如表1所示。
02 六级预热预分解系统的开发与应用方案
2.1 高效低阻旋风筒
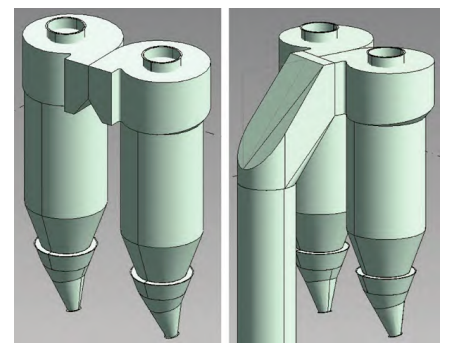
(1)增加一层塔架,新增4个“HL型”C₁旋风筒,作为六级预热器C₁旋风筒,具体结构模型如图1所示,“HL型C₁旋风筒”作为预热器顶层旋风筒,采用四心大蜗壳结构,锥部采用扩径形式,同时合理设计入口风速和柱体截面风速。可有效提高旋风筒收尘效率,保证较低的阻力。已投项目C₁级旋风筒阻力在800Pa左右,分离效率达到96%以上。
(2)拆除原始C₁旋风筒,新增2个“HL型”高效低阻旋风筒,作为六级预热器的C₁旋风筒。针对“HL型”C₁旋风筒,采用“四心大蜗壳”结构,保证旋风筒具有较大的扩张度;合理设计旋风筒柱体直径、内筒直径和进风口尺寸,防止逸流短路影响旋风筒的分离效率;同时旋风筒设计歪锥结构,防止结拱堵料,便于下料溜管布置。
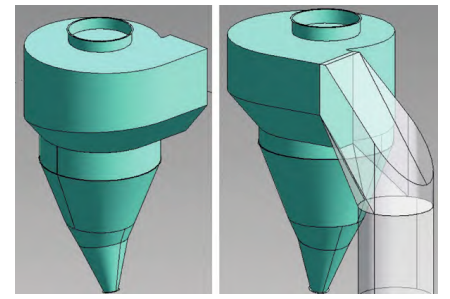
(3)对于C₂~C₅级旋风筒的改造以降阻为目的,仅对旋风筒进行局部改造,其具体改造示意图如图3所示。保留原锥体和柱体,采用增高蜗壳高度的方式,扩大旋风筒入口面积,控制合理的入口风速;更换内筒,增加内筒插入深度,并将内筒与原换热管道变径连接,换热管道重新设计。
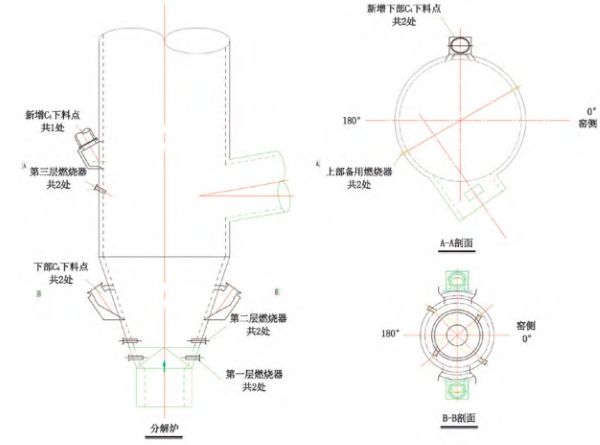
为提高分解炉自脱硝和煅烧能力,开发高效低氮自脱硝分解炉,具体风、煤、料布置形式如图4所示。
(1)三次风塔架内改造,将三次风管位置上移,三次风旋切入炉,保证还原区废气停留时间以及窑炉气流混合均匀。
(2)优化分解炉锥部脱氮还原区,将分解炉煤粉分6点、上中下3层喷入,每层分布2个燃烧器,增加煤粉燃烧空间。
(3)C₅下料点分二层布置,拆除原始C₅下料点,在分解炉柱体和锥体分别增加2个C₅下料点,避免煤粉燃烧产生局部高温。
(4)生产操作上,在保证煤粉充分燃烧的同时,适当增加分解炉锥部的煤粉喂入比例,保证缺氧燃烧产生的还原气氛(窑尾O₂含量控制在3%以内),还原窑内产生的大量NOx,以实现良好的脱硝效果。
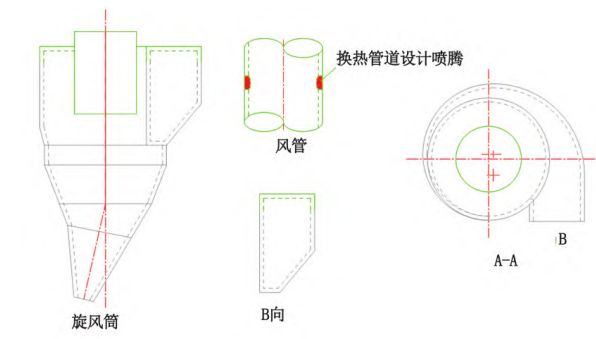
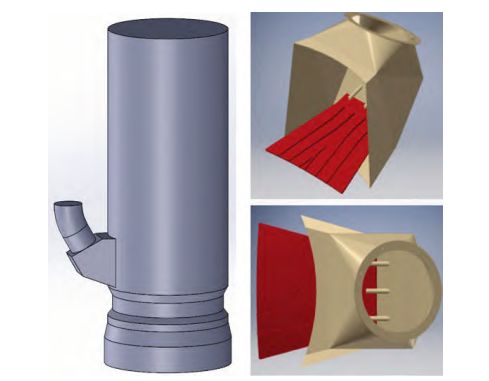
配套设计“高效分散、喷腾效应”等换热技术,提高预热器系统换热效率。对换热管道优化设计“缩口喷腾效应”,并采用分散效果较好的扩散式撒料盒,以增加物料分散效果,控制预热器出口废气温度在260℃以内。撒料盒结构示意图如图5所示。
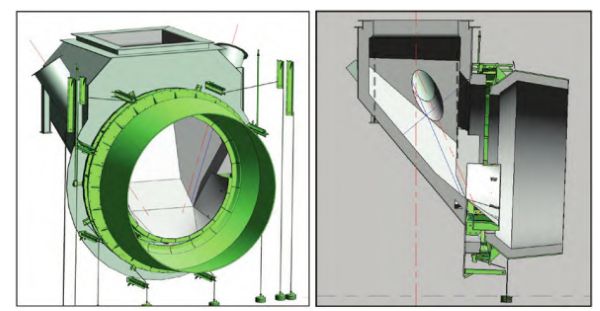
为实现预分解系统组合优化设计,自主开发分解炉配套低阻烟室,烟室结构模型如图6所示。通过控制烟室通风截面积和烟室缩口风速,保证烟室气流通畅,降低阻力,合理布置C下料管的位置,避开烟室气体流速较大区域,降低物料返混。该烟室装置具有原料适应性强、低阻力以及降低内循环量的优点。
03 六级预热预分解技术应用效果
广西FS海螺5000t/d熟料生产线烧成系统原采用南京水泥院设计的双系列五级旋风预热器+分解炉,经热工诊断,该水泥熟料生产线标煤耗102kg/t.cl,熟料工序电耗25.0kWh/t.cl,预热器出口温度为310℃,出口负压为5400Pa,不喷氨水情况下分解炉出口NOx在600~800mg/Nm³(10% O₂)。该生产线存在煤、电耗指标偏高,预热器出口温度和负压偏大,分解炉自脱硝能力较差等问题。通过将开发的六级预热预分解技术方案应用于该线,在节能降碳方面取得了良好的效果,改造前后烧成系统主要经济指标如表2所示。
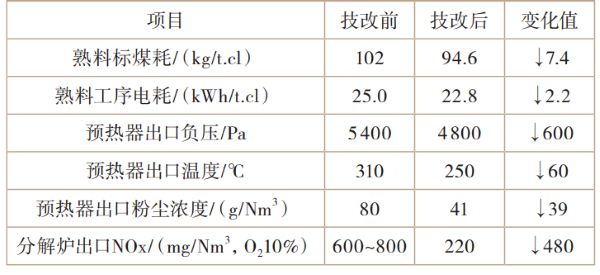
(1)预热器出口粉尘浓度下降明显,由80g/Nm³降低至41g/Nm³,降幅约达49%。
(2)预分解系统的压损下降约600Pa;系统的料气换热增强,预热器出口温度下降约60℃。
(3)分解炉出口NOx含量由700mg/Nm(均值)降低到220mg/Nm³,分级燃烧效率达60%以上。
(4)熟料标煤耗下降7.4kg/t.cl,降幅达7.25%;熟料工序电耗约降低2.2kWh/t.cl。按年产熟料165万吨测算,年节约标煤1.22万吨,节电363万kwh,实现年二氧化碳减排约3.5万t。
有关本文:
作者:吴铁军,轩红钟
单位:安徽海螺水泥股份有限公司
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

