
内容介绍
摘 要:对回转窑筒体中心实心测量传统做法的难点进行了描述给出了解决测量难点的办法。利用该测量计算方法可大幅度缩短测量时间,提高测量精度。
关键词:回转窑;筒体;断面;几何中心;测量;轮带
水泥厂回转窑筒体在安装时或在大修时,都要进行中心线的测量。安装时的测量目的是保证筒体的各个接口处的几何中心点处于同一直线上;大修时的测量主要是测量三个轮带中断面处的筒体几何中心,以便通过必要的调整使回转窑筒体在正常运行过程中各轮带处筒体的几何中心处于同一直线上。
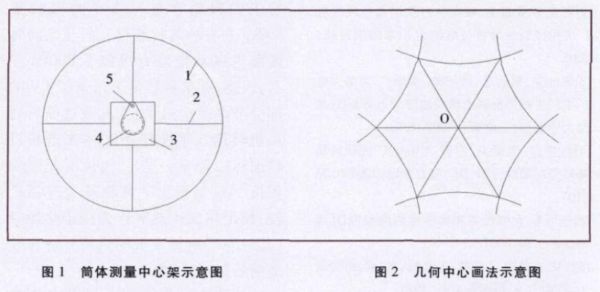
通常的测量办法是在筒体内各段筒体端面处分别安装一个支架2(图1),在筒体1上将支架2焊牢,支架2的中心区域是一个约250mm×250mm,厚10mm的钢制中心板3,中心板3中心区域开一个约Φ100mm的孔,孔的上方穿一个M8的螺栓5,并固定一个可以绕螺栓转动的挡板4,挡板向外的一面贴一张白纸,其大小应盖满挡板。
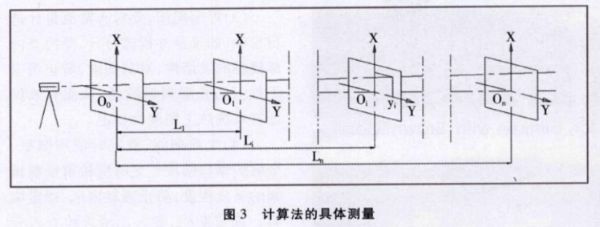
首先分别找出各支架处筒体横断面的几何中心:制作一个半径接近(小于规格半径约10mm)筒体内径的划规,在筒体内圆周上采用6~8点均布,在中心架挡板上找出该处几何中心粗略范围,再用几何作图法精确划出几何中心点O(图2)。
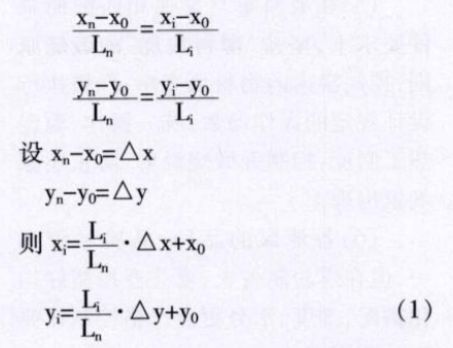
筒体组对安装时,设共有n节筒体断节,共有n+1个断面,如图3所示。设按上述方法在各断面处找出的几何中心点分别为O0,O1, O2,…,Oi,…,On。一般测量方法是将经纬仪架在最外端筒体端面之外。现假设其位置如图3所示布置。先将经纬仪发出的激光束光点对准O0点,而后将O0,O1, O2,…,Oi,…,On-1处的挡板转开90°以上并用螺栓5固定,使得光点能从开孔处通过,将光点对准On点,而后复核O0处看光点是否同O0重合。若产生偏离,则需反复调整经纬仪位置,使O0, On点能同时与光点重合。做完这一步后逐一将O0,O1, O2,…,Oi,…,On-1处的挡板恢复原位(注意转开时所做的位置标记,不应产生偏离),将光点打到该处支架的挡板上,标出光点位置。测量光点位置与几何中心点的相对位置,其结果就是该处筒体断面相对于筒体中心线的实际直线偏差。根据这一偏差值就可以对筒体进行直线度的调整。
该方法的优点是测量结果直观:一目了然,缺点是在将经纬仪的光点同时对准首档、末档端面几何中心的过程中,操作比较繁复,占用较长时间,有时甚至在整个过程中,环境温度已发生变化,导致测量误差较大。
为解决此问题,可借助计算法取代直接测量法,以节省大量反复瞄准的工作,迅速得出测量结果。该法只需将经纬仪的十字中心或激光测量仪的光点瞄在中心板的挡板范围之内即可迅速计算出各断面处中心偏差结果。具体测量和计算步骤如下(图3):
(1)将测量仪器置于合适位置处,调整角度与窑筒体斜度大致一致。
(2)将光点或镜头十字中心瞄准各道中心板的挡板,并记录读取数据。
如图3:第i个中心板上,以几何中心Oi(实测)为原点,做水平、垂直数轴,光点所处位置的坐标值为(xi,yi),读取并记录(x0,y0);(x1,y1);(x2,y2);……;(xi,yi);…;(xn,yn)。
(3)计算
设共有n+1个测量点,各测量点距第0个测量点的轴向距离为Li下面分两种情况讨论:
a如果各截面几何中心都在同一直线上,则过(x0,y0),(xn,yn)两点的直线应满足:
若所测得的各组坐标值完全符合式(1),则无须调整。
b如果各道几何中心不都在一条直线上,则式(1)不成立。此时各截面处应调整的偏差值:
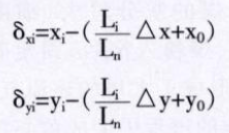
该方法以首末两处中心连线为基准,所以只需计算中间各处偏移量即可。
如图3,从左侧向右侧方向看过去δxi为正,说明该处断面几何中心位置偏低; δxi为负,说明该处断面几何中心位置偏高。δyi为正,说明该处断面几何中心位置偏左;反之则偏右。
筒体对接时,应严格按测得的数值进行调整,使各断面处的几何中心连线呈一直线;在对各道托轮进行实际调整时,应考虑筒体与轮带之间的间隙、各道轮带处筒体及轮带的温度差等因素,保证筒体在正常运转状态下各轮带处的筒体断面中心在同一直线上。
笔者多次将该方法应用于回转窑筒体安装检修过程的测量,证明对回转窑筒体的实心测量辅助采用上述计算法,可以得到与传统的直接实心测量法完全一致的测量结果(包括测量精度)。所以说,采用本文所述辅助测量方法,可以在保证得到同样测量精度的前提下,节省大量反复瞄准的工作,迅速得出测量结果。
有关本文:
作者:朱凤春
单位:冀东发展有限责任公司
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

