
内容介绍
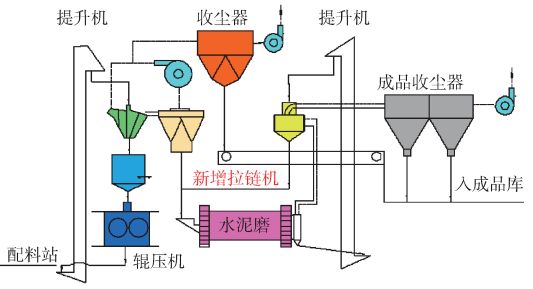
摘 要:以5000t/d水泥生产线“CLF170-100辊压机+Φ4.2m×12.5m球磨机”粉磨系统为研究对象,分析了球磨机研磨体级配与入磨物料粒径的关系,以及入磨物料粒径过宽的问题。通过改造辊压机侧挡板结构、在V型选粉机上部下料溜子内增加两道打散装置、在辊压机系统收尘器卸料器下方增加拉链机,优化预粉磨系统收尘器回灰细度,有效解决了球磨机过粉磨问题。改造后,球磨机运行稳定,成品水泥质量显著提升,台时产量增加10t/h,综合电耗下降1kW・h/t,每月可节约电费约3.6万元,社会效益和经济效益显著。
关键词:过粉磨;辊压机侧挡板;选粉机打散装置;拉链机;节能降耗
0 前言
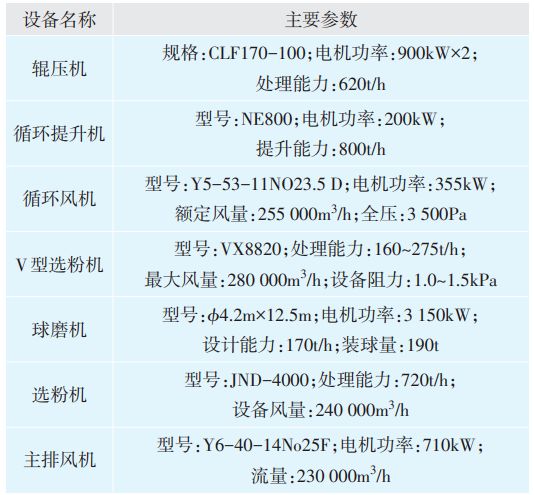
我公司拥有两条5 000td新型干法水泥生产线,配置了3套“CIF170-100辊压机+Φ4.2m×12.5m球磨机”的双闭路联合粉磨系统,系统主机设备参数见表1。2024年2月底至3月初,球机在运转过程中出现了出磨水泥细度变粗、系统产量下降现象。通过现场检查,从球磨机运行声音上判断球磨机存在饱磨问题,进料口处正压返料现象严重。停机进磨检查发现,一仓研磨体钢球表面虽仅有轻微积灰,但隔仓板缝中却堵塞了大量颗粒料,对其进行成分检测可知,这些颗粒料大多为熟料颗粒;二仓研磨体钢球则出现了严重的物料包球现象,尤其是在出磨筛板上,覆盖着一层厚厚的物料,需用力按压后,物料才能变成粉状。以上检查结果表明,球磨机内部出现了严重的过粉磨现象。针对以上问题,我公司进行了深入分析,并对辊压机、V型选粉机、预粉磨系统的收尘回灰等进行了优化改造。改造后,水泥粒度分布更加合理,产品质量稳定提升,同时降低了能耗,节约了生产成本,取得了显著的社会效益和经济效益。
01 存在的问题及原因分析
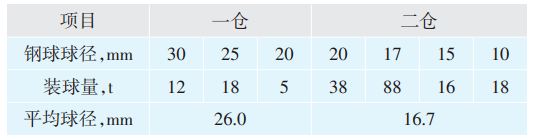
球磨机的粉磨原理决定了其在粉磨物料的过程中会产生较多的细粉,尤其是当物料水分含量<0.9%、内物料温度>100℃时,细颗粒物料受静电作用的影响,吸附在研磨体及衬板表面,形成一层料垫。料垫在研磨体和研磨体之间、研磨体和衬板之间易形成缓冲层,降低研磨体将重力势能转化为机械能的效率,进而导致球磨机粉磨能力下降,出水泥细度变粗,循环负荷增大,最终造成整个系统产量降低、电耗升高。当球机出现过粉磨现象时,首先应考虑入磨物料细度的变化。当入磨物料中存在较多细粉时,球机不可避免地会发生过粉磨现象。我公司水泥生产线球磨机研磨体级配情况见表2。
由表2可知,磨机一仓研磨体球径为20~30mm,平均球径为26.0mm;二仓研磨体球径为10~20mm,平均球径为16.7mm。入物料细度与球机研磨体球径相关,其相关性计算经验公式见式(1):
为确保水泥细度合格,操作人员往往将球磨机系统的循环负荷控制在 150%~200%,但这一操作易导致球磨机内料球比失衡,影响选粉效率。而入磨物料中<30μm的颗粒粒径已达到成品水泥细度要求,若经球磨机再次粉磨,颗粒粒径将会进一步减小至3μm甚至更小,导致球磨机过粉磨。根据富勒曲线(Fuller curve)模型计算结果,并结合混凝土实际应用需求,推算出水泥最佳颗粒分布要求为:水泥中<3μm 的颗粒含量控制在约10%。若<3μm含量颗粒过多,会出现水泥水化反应过快、水化热较大、标准稠度需水量较高等问题。虽然<3μm 的颗粒对水泥3d强度贡献较多,但其对28d后的强度增长贡献较小,对混凝土的施工和耐久性不利。因此,应尽量减少入磨物料中<30μm颗粒的含量甚至完全避免其出现。
02 解决措施
2.1 改造辊压机侧挡板
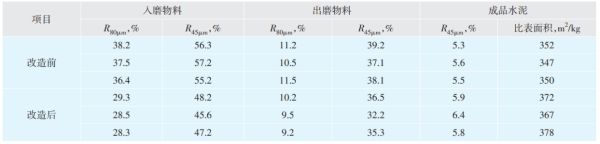
改造前,入磨物料中>200μm的颗粒较多,且>900μm的颗粒平均含量达2.2%,80μm及45μm粒径的颗粒也偏多,说明辊压机预粉磨系统对物料的挤压效果较差,且V型选粉机存在跑粗现象。在辊压机运行过程中,我们发现辊压机侧挡板处存在漏料,且侧挡板和辊子端面存在异常磨损。经进一步检查发现,在侧挡板维修焊接的过程中焊接处受热膨胀,导致其下部变形,使侧挡板和辊子端面存在点接触,物料从辊子端面和侧挡板的间隙中溢出,不仅降低了辊压机的粉磨效率,还导致侧挡板磨损不均,缩短了其使用寿命。
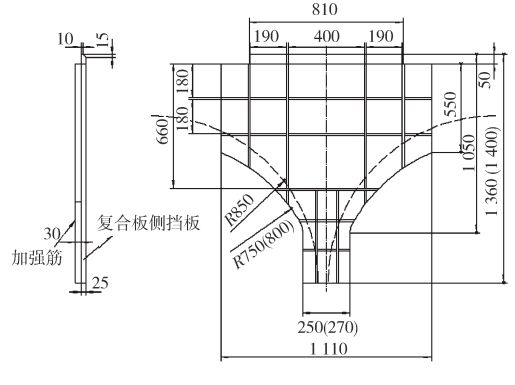
为解决辊压机侧挡板漏料问题,我们重新设计制作了一块侧挡板,如图1所示。改进后的侧挡板弧度半径减小至750mm,侧挡板和辊压机贴合范围增大。同时,将侧挡板安装位置向动辊侧偏移了40mm,在侧挡板背面增加了高度为 10mm的加强筋,避免了侧挡板在焊接时下部发生变形。
2.2 改造分选系统布料方式
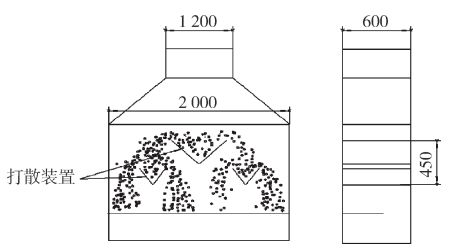
检查发现,辊压机循环提升机入V型选粉机下料管宽度仅有1200mm,而V型选粉机打散板宽度则有2000mm,这导致物料进入V型选粉机后集中在打散板中间,物料分散不均,进而导致V型选粉机打散格栅内风量分布不均。V型选粉机中间料层较厚,物料分选效果欠佳,部分细粉未被选出而是重新回到称重仓内,并在大颗粒物料之间形成缓冲层,降低了辊压机的挤压效率;同时,物料对打散板中间部位冲刷严重,导致打散板磨损不均匀;打散板两侧部位由于物料较少,风量大且风速快,部分粗颗粒物料被高速风带入旋风筒,并进入球磨机内,导致球磨机负荷增大,粉磨效率降低。
改造时,为解决V型选粉机布料不均及入磨物料粒度分布过宽的问题,在V型选粉机上部的下料溜子内增加了两道打散装置,如图2所示。该装置由三块耐磨复合板制成的V字形反击板构成,第一道反击板安装在下料管的中间位置,将物料分散为两路;第二道V字形反击板根据物料运动轨迹,安装在第一道打散装置的下方,将物料再次分散。通过两道反击板的共同作用,物料被均匀分成四路落至下方的水平缓冲板上,并形成均匀的料幕,显著提升了V型选粉机对物料的分选效果。
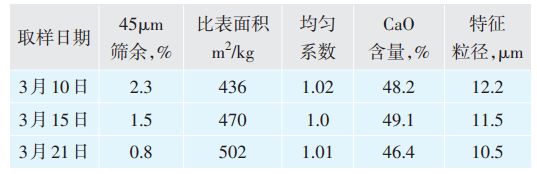
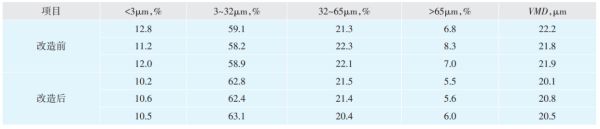
对V型选粉机进行改造后,物料分选效率提高,最大限度地减少了入磨物料中的粗颗粒含量。然而,辊压机挤压过的料饼中仍然存在细粉,部分细粉经V型选粉机分选后进入旋风筒被分离收集,部分未被收集的细粉随着气流进入辊压机系统的袋收尘器。袋收尘器收集后的细粉经输送设备送入球磨机继续粉磨,导致球磨机产生过粉磨现象。袋收尘器粉尘取样分析结果见表3。
03 改造效果
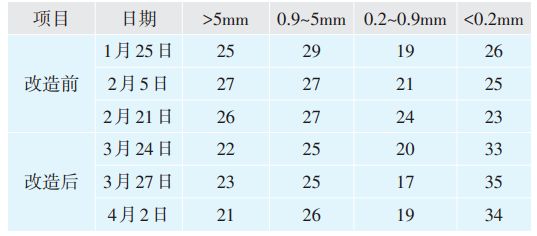
2024年3月下旬改造完毕后,水泥粉系统运行效果明显改善,辊压机侧挡板的使用寿命由14d提高至 42~56d,循环提升机运行电流降低约5~10A。改造前后,辊压机出料筛分数据对比见表4。由表4可以看出,改造后,辊压机挤压后的物料中<200μm的细颗粒含量有所增加,而>5mm 的粗颗粒含量则明显降低。此外,辊压机两侧未再出现明显的漏料现象。

04 效益分析
本次改造共计使用9m²耐磨复合板(厚度14mm),2m²普通钢板(厚度6mm),合计使用0.4t槽钢及角铁,材料费用共计13790元。此外,通过修旧利废的方式使用一台输送能力为20mh的拉链机,维修费用20000元,整个改造过程共耗工时96h,每个工时按92元/h计,合计人工成本约8832元综合以上各项费用,本次改造合计投入42622元。
改造完成后,球机运行更加稳定,水泥粒度分布更加合理,成品水泥质量显著提高,球磨机台时产量由235t/h 提高至245t/h,较改造前提高了10t/h,水泥综合电耗降低了1kW・ht,降耗效果明显。按照球磨机每月运行240h计算,每月可生产水泥58800t,节约电量约58 800kW・h。按照电价0.618元/kW・h计算,每月可节约电费36338元,球磨机运行两个月即可收回改造成本。本次改造取得了显著的社会效益和经济效益。
有关本文:
作者:王巧林,杜静晓
单位:焦作千业水泥有限责任公司
来源:《水泥技术》2025第2期
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

