
内容介绍
摘 要:磨辊及磨盘衬板选材和制造经历了传统铸造、微型铸造、陶瓷合金复合铸造三个阶段。二三种形式的磨辊及磨盘衬板耐磨强化制造方案各有优缺点,没有一种制造技术能够完全优于另一种。在选择磨辊及磨盘衬板材质和制造技术时,不是硬度越高就越好,只有根据磨料自身特性选择恰当的材质和制造技术,才能实现效益最大化。对易磨性好的水泥原料、煤粉等,采用传统铸造或堆焊制造的磨辊及磨盘衬板皆可取得较好使用效果,对较难磨的物料如水泥熟料、矿渣和钢渣等建议采用堆焊制造或陶瓷合金复合铸造的磨辊和磨盘衬板。
关键词:铸造 微型铸造 表面堆焊 陶瓷 合金复合铸造
0 引言
截止2012年底,全国投产的新型干法水泥生产线达1712条,在建或拟建的新型干法生产线还有127条。新型干法水泥生产工艺有几大关键粉磨技术,即原料粉磨、煤粉粉磨、水泥终粉磨以及近年来发展起来的高炉矿渣粉磨和钢渣粉磨技术,而立式辊磨(以下简称立磨)已成为这些粉磨工艺的首选,在已投产或在建生产线的粉磨技术中,立磨市场占有率达90%以上。立磨的运转率、稳定性、检修周期等直接影响新型干法水泥生产线中各粉磨线的运转效率、检修周期等。磨辊和磨盘衬板是立磨零部件中公认的消耗极快的关键耐磨部件,故磨辊及磨盘衬板的耐磨性好坏,是影响立磨的运转率、稳定性、检修周期等最主要因素之一。
耐磨之道在于选择具有合理硬度和韧性的材料及技术工艺。研究表明,硬度是影响物体表面磨损的众多特性中最主要的因素,但是,硬度高、韧性差的材料极易脆裂、剥落,达不到耐磨要求。一般地说,提高接触面的硬度可以大大提高物体表面的耐磨性,当两相接触物体表面硬度接近时,表面磨损对硬度尤为敏感。因此,根据具体工况选取具有恰当硬度和韧性的耐磨材料不仅可以节约成本,避免浪费,还可以带来许多其他方面的收益。本文结合近年来的一些新技术和表面处理工艺,以及应用于立磨磨辊及磨盘衬板的几种耐磨技术进行分析比较,包括磨辊及磨盘衬板的结构、选材和制造工艺等方面。
01 磨辊及磨盘衬板结构
目前,立磨磨辊结构外形可以概括为锥辊、鼓辊、圆柱辊和球形辊四种外形,既有分片式,也有整体成型之分。磨盘衬板结构外形有平盘式和碗式两种,均为分片式。磨辊与磨盘衬板不同结构外形组合起来形成了具有代表性的技术风格,见图1。
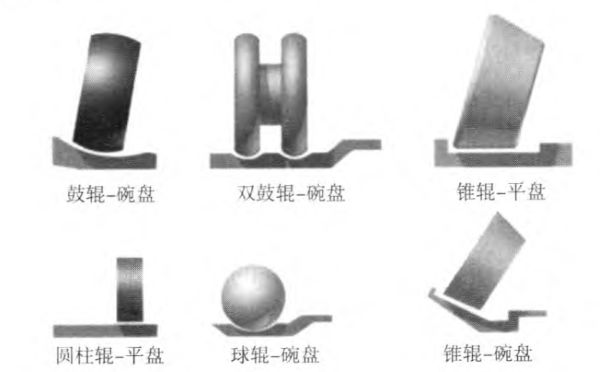
图1 各种磨辊磨盘组合示意图
由图1可以看出,尽管磨辊或磨盘衬板的外形结构有所不同,但是其研磨原理是一样的。因此,不同种类立磨的磨辊及磨盘耐磨处理基本类似。人们在实际生产实践中,根据粉磨对象的不同,应选取不同硬度的耐磨材料及技术工艺制造磨辊及磨盘衬板,以达到最佳设备配置、节约成本的目的。
02 磨辊及磨盘衬板选材和耐磨制造技术
磨辊及磨盘衬板选材及制造经历了传统铸造、微型铸造和陶瓷合金复合铸造三个阶段。本文将使用传统的合金组分这类纯金属熔液浇铸成形的技术称为传统铸造;将在一般普通基材表面堆焊一层硬度极高的耐磨层的技术称为微型铸造;将一种或多种硬质陶瓷颗粒通过铸造使其按要求镶嵌在合金基体表面的技术称为陶瓷合金复合铸造。早期用于磨辊及磨盘衬板的传统铸造技术基本上已被淘汰,但是,随着近几年一些新技术的发展,合金铸造耐磨技术依然焕发着活力,在耐磨技术领域占有一席之地。表面堆焊技术用于磨辊及磨盘衬板耐磨处理已有十几年历史,各种设计、施工、验收等要求,基本上形成了比较完善的标准规范。陶瓷合金复合铸造为近几年出现的新兴技术,以宣称的高耐磨性能指标成为其卖点,各项性能指标具体如何还有待于生产实践验证。
2.1 传统铸造
传统的磨辊及磨盘衬板铸造选材可分为三个阶段。第一阶段是以高锰钢为代表,具有韧性极好、不易断裂、在强冲击条件下产生加工硬化等优点。但是,这种系列材料易变形,不耐磨,不能很好地适应立磨工况,尤其是难以适应水泥熟料和矿渣粉磨等工况条件。
第二阶段以镍硬铸铁为代表,具有硬度高、耐磨性好的特点,但是脆性较大。由于其碳化物含量高,但脆性较大,稀有金属材料镍的加入量较大,性价比不高,故目前市场上仅有部分立磨磨辊采用镍硬铸铁,应用很少。
第三阶段是以高铬铸铁和各类合金钢为代表,整体表现为硬度高、耐磨性好、韧性也有大幅度的提高。目前,在各个行业已得到了广泛应用。
硬度和韧性是耐磨材料所面临的一个对立指标。一般来说,为了得到良好的耐磨性,需要材料的硬度越高越好,而硬度变高,材料的韧性自然会降低,耐磨层晶体结合性差,致使容易开裂、剥落 和寿命短等不利现象发生。为了在提高材料硬度的同时获得极好的韧性,在实际生产实践中,向浇铸液中掺入各种合金元素,可以达到较好的效果,但是造价高。近几年发展起来的纳米变质剂(TiN、SiC、TiC等)技术,其特点是与金属具有较好的结合力,具有很强的细化晶粒和弥散强化作用,见图2。它可明显改变金属基体和碳化物等组织结构,细化的晶粒组织结构能很好地强化合金的硬度、韧性、抗拉和耐磨性能,此技术如用于磨辊及磨盘衬板铸造技术中,能达到什么效果呢?我们拭目以待?
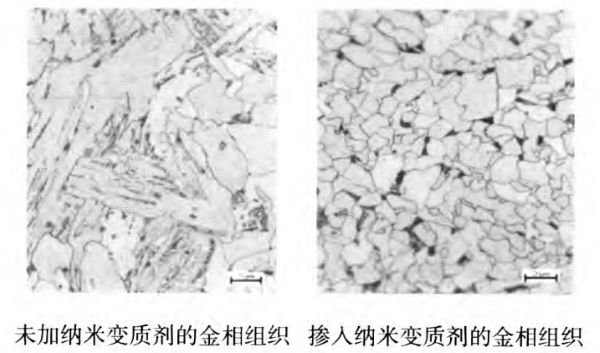
图2 加入纳米变质剂前后的金相组织对比
传统铸造工艺技术发展至今,已形成很多技术种类,各有特点,分别适应不同的工业产品制造需求。现今磨辊及磨盘衬板主流铸造工艺技术当属金属复合铸造类,金属复合铸造指将两种或者两种以上不同性能的金属材料铸造成一体,使铸件按照设计要求,在不同部位获得不同性能的方法。除铸造合金自身性能会影响铸件质量外,不同合金材料结合面的质量对铸件质量影响巨大,因此,通过精湛的铸造工艺控制获得最佳过渡层的成分、金相组织和性能等,是获得优质复合铸件的关键技术。
目前,采用纯金属类铸造的磨辊及磨盘衬板,大多是高铬耐磨铸铁或高铬合金材料,其硬度一般都在HRC56以上,同时具有较好的韧性。能够满足大多数情况下立磨工况要求。整体铸造成形对铸造工艺控制要求很高,如控制技术不精,极易带来各种后续质量隐患,如开裂、脆性大、硬度分布不均和剥落等;另外,高铬耐磨铸铁或高铬合金由于硬度高,焊接性能差,只能一次性使用,如强行 补焊修复,极易开裂损坏,见图3。
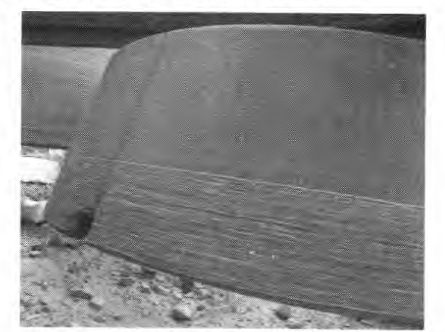
图3 局部堆焊开裂的铸造磨辊
2.2 微型铸造
由于焊接包含溶化、冷却结晶和分子再造等物理化学过程,与金属铸造过程相同,故将焊接过程称为微型铸造。磨辊及磨盘衬板的微型铸造是采用焊接性能好、价格低和韧性极佳的低碳铸钢(如 ZG20SiMn、ZG25、ZG35等)作铸件基体,在基体表面堆焊一层高硬度、抗磨损的耐磨材料的方案。
图4是锥辊和鼓辊的堆焊成品,这种方案由基体提供抵抗外力所需的强度、焊接性、塑性和韧性等综合性能,由堆焊焊层提供立磨各种工况下需要的耐磨性能,可根据研磨对象的不同灵活地选择不同的耐磨焊丝堆焊,得到最佳硬度的耐磨面。此方案不仅解决了以前高铬、镍硬系列合金材料的高脆性、易开裂、可焊性差等问题,还大幅提高了磨辊及磨盘衬板的耐磨性能。可焊接及韧性极佳的基体支持表面堆焊修复多达10次以上,修复后质量和性能不低于新品(见图5),其成本一般不超过新品的65%,相对新品制造节能60%,节材70%,对环境的不良影响与制造新品相比显著降低。所以,堆焊耐磨技术方案不论从耐磨性和经济性,还是节能环保方面来看,相较其他技术方案优势明显,成为目前立磨粉磨件首选的耐磨方案,认可度最高,应用最广泛。
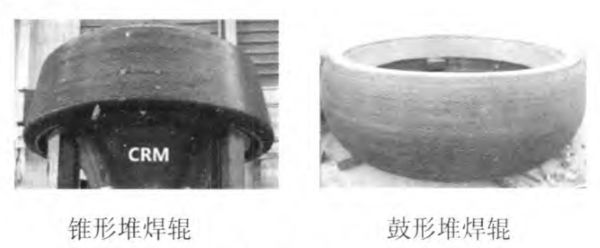

图5 在线堆焊修复磨辊前后对比
表面堆焊技术发展至今已经相当成熟,从其施工方法来看,磨辊及磨盘衬板采用自动焊机堆焊的方法为主,包括埋弧堆焊和明弧堆焊两种。两种焊接技术各有优缺点,埋弧堆焊由于有焊剂的作 用,具有保护人眼、保护熔池、保护焊道、渗合金、减少飞溅、减少由于热辐射而引起的电弧热量损失、保护焊嘴等优点;明弧堆焊具有冷却方式多样方便、施工条件几乎不受限等优点。埋弧堆焊适用于能够在焊接机头之前保持住焊剂的场合,如平面堆焊,大曲率曲面堆焊等,即只能适用于平焊或坡度很小的堆焊;明弧堆焊几乎可以适用于除仰焊以外的任何场合。所以,磨辊表面一般采用明弧堆焊,而磨盘衬板则两种均可采用,目前,厂家在选择在线堆焊修复时,均是采用明弧堆焊技术为主。
尽管表面堆焊技术发展迅速,但是,仍然存在一些问题,比如:市场从事表面耐磨堆焊的企业众多,施工及技术水平参差不齐,产品使用效果差异大,造成用户在选择厂家时存在顾虑;有些磨辊在堆焊后出现开裂、焊层脱落(图6)等问题,造成这类问题的原因可能有工件设计缺陷、铸造缺陷和堆焊缺陷等。

图6 磨辊在堆焊后出现开裂、焊层脱落
因此,《水泥工业用耐磨件堆焊通用技术条件》工业标准顺势而出,该标准使用范围中明确提出适用于建材工业用立磨磨辊套或磨辊衬板新品、磨盘衬板新品、辊压机挤压辊堆焊制造及其磨损后的堆焊再制造和耐磨板的堆焊制造等产品,比较完整而系统地规定了耐磨件堆焊的技术要求、质量检验和要求、堆焊失效分析、技术文件及包装、贮存和运输等方面的执行标准。该标准的实施将规范耐磨堆焊技术作业,推动表面堆焊技术发展创新。
2.3 陶瓷合金复合铸造
陶瓷合金复合铸造主要特征是利用WC、TiC、Al₂O₃、SiC、TiN、VC、TiB₂和金刚石等陶瓷颗粒制作预制体,将预制体固定在砂型内表面,合膜后再浇注高铬铸铁金属液,得到陶瓷颗粒增强高铬铸铁基耐磨铸件。研究表明,采用陶瓷合金复合铸造方法制造的磨辊及磨盘衬板,其耐磨性能是一般高铬铸铁件的好几倍,由于此类铸造技术属近几年才兴起,还未得到大规模应用,有待于实践应用验证各方面性能指标。
陶瓷合金复合铸造从预制体形状可分为网格状和条状,国内主要以网格状预制体居多,比较有代表性的如:王恩泽等研发的氧化铝颗粒/耐热钢基复合材料、郑开宏等研发的ZTA(ZrO₂增韧Al₂O₃)陶瓷颗粒增强高铬铸铁基耐磨复合材料、蒋业华等研发的WC/灰铸铁基表面复合材料等。
各种材料组分不同,陶瓷与金属基结合也不同,利用电子扫描显微镜及韦氏硬度计分析测试,结果表明:Al₂O₃与铁基之间有明显缝隙,ZTA与铁基结合良好,无明显缝隙,WC与铁基呈冶金结合,无缝隙,见图7。耐磨复合材料基体硬度达到HRC60~62,ZTA、WC颗粒硬度分别达HV l 500、HV2 800。从图7可以看出,WC与ZTA相比,有过渡层生成,具有与铁基更好的结合强度,耐久性更好,但价格昂贵,ZTA技术性价比较高,能够满足水泥行业中各种工况下磨辊及磨盘衬板使用要求,具有广阔的应用前景。
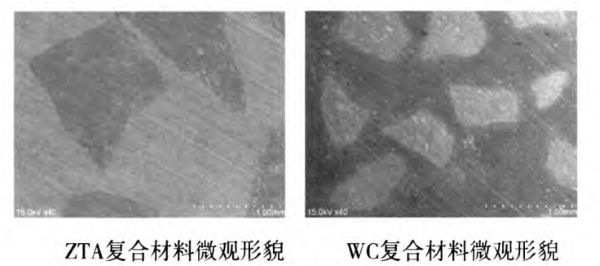
图7 WC与ZTA复合材料微观形貌
为检验陶瓷合金复合铸造件耐磨性能,研究者采用三体磨料磨损试验机测试ZTA―合金钢复合材料与合金钢基体的耐磨性,得到三体磨损体积损失曲线,如图8所示。实际工作时,由于合金钢具有较好韧性,但其硬度相对较低,表面磨损消耗快;而ZTA―合金钢复合件将陶瓷材料硬度高和合金钢韧性好的特点很好地结合起来,在承受磨粒磨损时,由于合金基体材料硬度相对较低,首先消耗,高硬陶瓷颗粒凸起抵抗磨损,韧性好的合金基体为陶瓷颗粒提供稳固支撑。从实验数据可以看出ZTA―合金钢复合件磨损性能是纯合金基体材料的3~5倍。
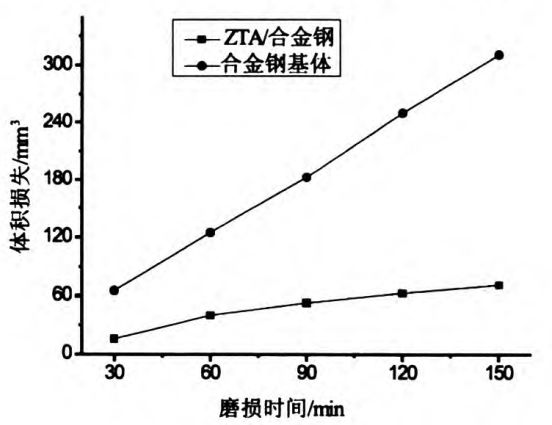
图8 磨损体积损失比
陶瓷合金复合铸造件与传统耐磨铸造件一样,都为一次性使用,不可再生修复,但根据各种研究数据表明,陶瓷合金复合铸造件在耐磨性能和使用寿命都有大幅提高,能否在水泥工业得到大量运用,最终还要看用户实际使用后的认可度。
03 三种制造技术分析比较
三种形式的磨辊及磨盘衬板耐磨强化制造方案各有优缺点。传统铸造技术制造的磨辊及磨盘衬板相对其他两种制造技术具有工艺简单、成本低、韧性好等优点,但是,硬度相对低,不能适应硬度 大的磨料磨损,如水泥熟料、高炉矿渣和钢渣等,相同工况下,耐磨性差。铸件消耗后修复性差,只能一次性使用,合金成分掺入量大,不能有效利用,造成资源浪费。目前应用较少。
表面堆焊技术制造的磨辊及磨盘衬板由于基体选用普通低碳铸钢铸造,仅在工作面堆焊一定厚度的耐磨层,贵金属合金成分用量较少,可多次再生堆焊修复使用、利用率高,表面硬度高可达HRC60±2,适应水泥工业各种研磨需求,是现今磨辊及磨盘衬板表面硬化制造应用最广泛的技术。缺点是堆焊所需的药芯焊丝价格昂贵,所以,新品制作价格较高。
根据相关研究数据来看,陶瓷合金复合铸造技术制造的磨辊及磨盘衬板具有硬度高、韧性好、耐磨性好和能很好地适应各种水泥工况中的磨粒磨损等优点,使用寿命长,一般是其他产品的2~4 倍。较长的使用寿命,可以提高产品运转率,减少设备维修次数,节约人力、物力资源;缺点是只能 一次性使用,合金基体需要较高的硬度和韧性,需要掺入大量合金元素,陶瓷层消耗完即作废,造成资源浪费,制造工艺相对复杂。该技术还在初步应用阶段,没有出台相关的制造标准规范作业,同样,存在许多不规范的因素,产品制造、检验、质量要求等没有对应的执行标准。
04 结束语
三种制造工艺各有优点,没有一种制造技术能够完全优于另一种。在选择磨辊及磨盘衬板材质和制造技术时,不是硬度越高就越好,这点文中已有表述,只有根据磨料自身特性选择恰当的材质和制造技术,才能实现效益最大化。对易磨性好的水泥原料、煤粉等,采用传统铸造或堆焊制造的磨辊及磨盘衬板皆可取得较好使用效果,对较难磨的磨料如水泥熟料、矿渣和钢渣等建议采用堆焊制造或陶瓷合金复合铸造的磨辊和磨盘衬板。
有关本文:
作者:李柏林,余先林,李自彬
单位:中材成都重型机械有限公司
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

